地址:河北省邢台市柏乡县经济开发区贸易路295号
手机:13603119597
13931881372
Q Q:33557952
邮箱:wxdz@188.com
网址:http://taiyuan.sjzwx.net/
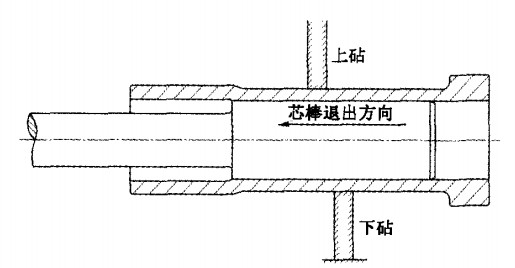
为了克服芯棒长度短导致的拔长操作困难,并有效避免坯料与芯棒“抱死”不动的问题,在拔长操作前,适当提高芯棒使用前的预热温度,以降低芯棒进入坯料后的膨胀程度。拔长过程采用分段成型的方法,即先拔长管模一端至4.5in,然后掉头拔长另外一端至最终工艺尺寸。这种成形方法有效弥补了芯棒长度小于锻件总长的不足。拔长前期须使用大压下量、大角度翻转,暂不收口,以保证快速拔长和芯棒顺利进退。最后阶段采用“退芯棒”方案,当出现“抱死”现象时,用错砧点扩方法使锻件内孔与芯棒产生空隙松动,沿管模圆周方向点扩一周,利用芯棒和管模内壁的微小间隙退出芯棒,见下图。
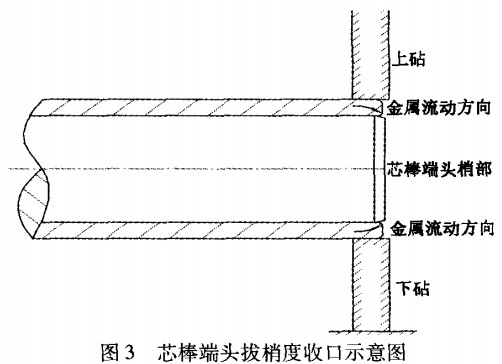
管模锻件具有壁薄的特点,芯棒拔长时拔长效率远低于普通长套类锻件,预拔长制坯后必须分多火次成型。随坯料壁厚减薄,应不断减少压下量和翻转角度,以避免不对称变形而产生弯曲,保证锻件同轴度及表面质量。在拔长后期收口阶段,根据金属流动规律,制定芯棒端头拔梢度方案,如图3所示。沿管模端部旋转轻压,使端部金属逐渐紧贴芯棒外壁,有效消除“喇叭口”缺陷。
上一篇:大锻件数值模拟准确性的基本条件
下一篇:弯曲锻件的缺陷产生原因
 返回首页
返回首页 加入收藏
加入收藏 联系我们
联系我们